Набор инструментов и материалов:
плоскогубцы,
круглогубцы,
бокорезы,
дрель,
молоток,
ножовка по металлу,
сверла,
мощные тиски,
надфиль,
алюминиевая шина толщиной 10 мм,
нихромовая проволока диаметром 0,8 мм,
шарики диаметром от 8 до 15 мм из подшипников,
пруток диаметром 5 мм (сварочный электрод).
Из алюминиевой шины вырезаем квадраты 40х40 мм.
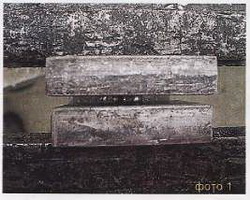
В центре одной пластины легким ударом молотка по шарику диаметром 8 мм делаем углубление на 1 мм, сверху накладываем и центрируем вторую пластину, ударив по которой, получаем углубление от шарика и в ней.
Затем шарик сдавливаем в тисках между пластинами до их совмещения (фото 1). Запрессовавшийся в одну из пластин шарик выбивается постукиванием края пластины о верстак.
Наращивая диаметр сдавливаемых между пластин шариков с шагом 1 мм, получаем литьевую форму нужного размера (фото 2).
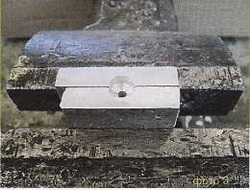
Не извлекая шарик окончательного размера, сверлим по противоположным углам совмещенных пластин сквозные отверстия диаметром 4,5 мм под направляющие, затем в одной из пластин рассверливаем их до 5 мм; запрессовываем отрезки прутка диаметром 5 мм и длиной 20 мм со стороны рассверленной пластины.
Можно в качестве направляющих использовать шарики меньшего размера (диаметром 4–5 мм), запрессованные в одну из половин формы, тогда сверлить пластины не требуется.
Делаем отпечаток для литника, сдавливая отцентрированный относительно полусферических вдавлений хвостовик сверла диаметром 1 мм.
Выбив шарик, аккуратно рассверливаем литник до диаметра 4,5 мм и раззенковываем его в верхней части до диаметра 10 мм (фото 3).
Из нихромовой проволоки сгибаем шаблон по размеру будущих петелек грузика (фото 4).
С помощью молотка получаем отпечаток шаблона на одной половине формы; аккуратно совместив, сжимаем пластины и переносим отпечаток на вторую половину формы.
Сверлом диаметра 0,8 мм выбираем посадочное место для будущей горизонтальной петельки соответственно ее предполагаемой ширине (фото 5).
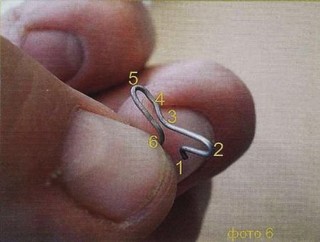
Из нихромовой проволоки по готовой литьевой форме изготавливаем каркас (фото 6): поочередно формируем якорь (1), вертикальную петельку (2), угол (3), ступеньку (4), горизонтальную петельку (5), второй якорь (6).
Вставив готовый каркас (фото 7), зажимаем совмещенную форму в тиски и заливаем в нее расплавленный свинец.
Пока откладываем тигель и раскручиваем тиски, отливка успевает остыть.
Окончательная обработка грузика сводится к откусыванию прилива из литника и закруглению места откуса надфилем.
При тщательном и аккуратном изготовлении формы облоя практически не бывает (фото 8).
Все материалы, размещенные на сайте, получены из открытых источников и используются в некоммерческих целях.
В случае неосознаного нарушения авторских прав, материалы будут убраны, после получения соответсвующей просьбы от авторов или издателей.
Если вы являетесь правообладателем данного ресурса и не желаете его свободного распространения, сообщите нам и нарушение будет устранено.