|
Предлагаемая конструкция разработана методом проб и ошибок.
На добросовестно изготовленной блесне нет следов от ударов выколотки, неправильных изгибов и прочих изъянов, как правило, сопровождающих самоделку.
Тщательно обработанная фторопластовым или войлочным кругом, она имеет вид изделия, изготовленного штампом.
Блесна успешно применяется на Каховском водохранилище в течение 20 лет для ловли щуки на глубинах от 0,5 до 15 м, в стоячей воде и на течении, на плёсах, в закоряженных местах и в окнах зарослей водорослей.
Ход блесны ровный, колебания уверенные и стабильные.
Стабильность колебаний обеспечивается асимметричностью в продольном и поперечном направлении и округлением по продольной оси.
Вес заготовки блесны при толщине материала 0,6 мм — порядка 9 г.
Размах колебаний в процессе ловли регулируется незначительными изгибами блесны в хвостовой части и вокруг продольной оси. Лёгкость в изготовлении, доступность материала, возможность изготовления по весу под конкретное течение, уловистость и низкая себестоимость сделали её в моей практике незаменимой.
Затраты на изготовление блесны в основном определяются стоимостью тройника. На эту блесну (фото 1) ловится не только щука, попадаются и сомы.
|
На фото 2 показаны блёсны, изготовленные а массовом порядке и использовавшиеся длительное время.
Для изготовления приманки подойдёт любой мягкий матери ал толщиной 0,5-0,7 мм: латунь, медь, мельхиор, пассивированный алюминий, мягкая нержавейка.
|
|
Набор инструмента не претендует на изысканность (фото 3).
Технология изготовления блесны доступна даже для рыболовов, мало знакомых со слесарным делом.
|
|
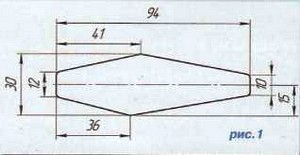
Чертёж заготовки показан на рис. 1.
По этому чертежу из тонкого листового алюминия необходимо изготовить точный шаблон. Очертив по шаблону контуры будущей блесны, вырезаем заготовку.
Острые кромки вырезанной заготовки необходимо тщательно опилить напильником и заполировать шлифшкуркой. Эта операция предотвратит порезы рук при вытяжке. |
|
Полученную заготовку желательно предварительно отполировать. Начинать вытяжку нужно с широкой части заготовки, с краёв и постепенно пройтись по всей плоскости (фото 4).
В процессе вытяжки заготовка будет принимать причудливую выпукло-изогнутую, закрученную полумесяцем форму. Пусть вас это не удивляет. Так должно быть.
От степени скрученности заготовки в продольном и поперечном направлении зависит ширина блесны и радиус округления по продольной оси. Чем больше изогнута и скручена заготовка после вытяжки в продольном и поперечном направлениях, тем уже будет тело блесны и наоборот.
Появляющиеся в процессе вытяжки вмятины, гофры и иные искажения легко ликвидируются выколотками различного размера. Как правило, при некоторых навыках вытяжка осуществляется за один — два прохода. При необходимости можно и нужно применять ложки различных размеров. Это даст возможность получить блёсны различные по ширине и округлости. |
|
После вытяжки заготовку необходимо взять руками за концы и с силой разогнуть.
Разгибаясь в продольном направлении, заготовка блесны одновременно будет плавно скручиваться в поперечном (фото 5). В этом движении заключается весь «секрет» придания блесне окончательной конфигурации.
Для придания блесне формы «по вкусу», её необходимо подрихтовать на более широкой ложке и снова разогнуть по продольной и поперечной осям до получения желаемой конфигурации.
Методом подгонки вы сможете довольно быстро получить блесну с нужными параметрами. |
|
Закончив работу с вытяжкой и получив заготовку нужной конфигурации, необходимо отполировать её окончательно. После окончания полировки, на концах блесны сверлятся отверстия 3 мм: отступив от краёв по 5 мм, керном намечаем центр и производим сверловку.
Блесну необходимо утяжелить дополнительным грузом применительно к условиям ловли. Для ловли на течении и больших глубинах, вес блесны может достигать 25-30 г, на небольших глубинах и в стоячей воле - до 20 г.
Из мягкой нержавейки или обыкновенного листового железа (окисленного, чтобы не прилипал свинец) изготовьте заготовку блесны по вышеописанной технологии. Это будет матрица для отливки дополнительных грузиков.
Недостающее, по задуманному весу блесны, количество свинца, с учётом угара и последующей обработки грузика по плоскости, необходимо уложить в матрицу (фото 6) и расплавить на газовой горелке, перемещая расплав ближе к передней части.
Возникшая на расплавленном свинце окисная плёнка и посторонние включения удаляются деревянной палочкой.
Застывший грузик легко снимается обычным встряхиванием. |
|
Плоскую поверхность полученного грузика необходимо обработать напильником до получения ровной поверхности, без выступов и впадин (фото 7). Эта операция нужна по двум причинам. Во-первых, блесна должна быть и уловистой и красивой. Во-вторых, ровная поверхность даст возможность при необходимости приклеить с помощью тонкого двухстороннего скотча цветную фольгу из-под упаковок или с помощью водостойкого клея тонкое зеркальце. Блесну с зеркальцем можно увидеть на фото 2. Приклеенная двусторонним скотчем фольга уверенно выдерживает несколько рыбалок. Замена изношенной наклейки фольги даже в процессе ловли не представляет трудностей и займёт несколько минут. |
Поместив дополнительный грузик в блесну, его необходимо припаять. Для пайки лучше всего использовать ортофосфорную кислоту и легкоплавкий припой. Необходимо помнить, что тело блесны, работая как радиатор, хорошо отводит тепло. В холодных условиях перед пайкой, блесну желательно слегка подогреть. В этом случае пайка произойдёт легко и быстро.
Возможно, досужие рыбаки попробуют залудить в блесне нужное место, уложить дополнительный свинец и всё вместе расплавить над горелкой, в надежде избежать процесса пайки. Делать этого не следует, так как при нагреве полуда окислится раньше, чем расплавится свинец. Надёжного соединения не получится, и в один «прекрасный момент» спиннингист увидит, как блесна полетела в одну сторону, а грузик в другую.
После пайки необходимо произвести окончательную полировку.
Припаянный грузик, по желанию, можно окрасить красной краской, приклеить к нему фольгу или зеркальце. С помощью заводных колечек прикрепите тройник нужных размеров и стальной поводок.
Тройник необходимо оснастить красными нитками или шерстью. Оснащённый таким образом, он уверенно стабилизирует ход блесны и удерживает её от возможного вращения вокруг продольной оси. Наличие заводных колечек и вертлюжка облегчают колебание блесны. При проводке тройник движется прямолинейно, а колебание блесны происходит в промежутке между тройником и вертлюжком.
Блесна «Хортицкая» полностью готова к эксплуатации.
Если блесна изготавливается из алюминия или иного трудно паяющегося материала, то грузик необходимо крепить с помощью самодельной алюминиевой заклёпки или мелких винтов-саморезов. На фото 2 хорошо видна заклёпка на алюминиевых блёснах.
По статье Виктора Бирюкова г. Запорожье (''Свiт рибалки'' 02/2011)
Поделитесь с друзьями:
|