|
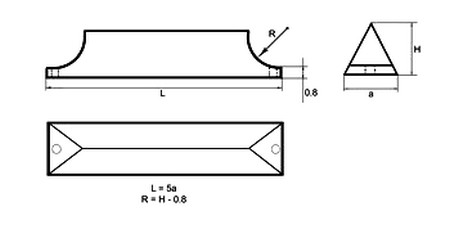
Литую «Трехгранку» делают обычно в деревянной форме, представляющей собой углубление определенной конфигурации (рис. 86). Древесину берут буковую или дубовую.
 Расплавленный свинцовый сплав заливают в форму.
Расплавленный свинцовый сплав заливают в форму.
На еще не остывший металл накладывают и прижимают алюминиевую пластину.
Излишки металла выдавливаются через специальные канавки. Такая операция необходима для того, чтобы верхняя плоскость была ровной. В противном случае на поверхности расплавленного металла остается после застывания мениск.
Полученную заготовку опиливают, шлифуют и полируют.
На обоих концах сверлят отверстия под заводные кольца.
Ввиду того что многие литьевые материалы, применяемые любителями, не очень прочны, конструкция «Трехгранки» может быть несколько изменена.
Процесс изготовления такой же, как и в предыдущем случае, только вместо выравнивания верхней грани с помощью алюминиевой пластинки делают следующее:
На залитый в форму и неостывший металл кладут и прижимают полоску латуни, залуженную с одной стороны и смазанную флюсом (этой стороной она и прижимается).
После застывания блесну опиливают так, чтобы латунная полоска стала верхней гранью блесны.
При желании верхнюю грань серебрят, полируют, пассивируют и т. д.
«Трехгранка» такой конструкции не боится поломок, которые случаются в районах заводных колец у литых блесен этой формы.
 Зарубежные «Трехгранки» отличаются от обычных тем, что задний скос у них сделан несимметричным (рис 88). У некоторых есть несколько отверстий для крепления крючка. Почти все они сделаны полностью из латуни, мельхиора и т. д. Подобного рода «Трехгранки» делают в домашних условиях методом литья в оболочку.
Зарубежные «Трехгранки» отличаются от обычных тем, что задний скос у них сделан несимметричным (рис 88). У некоторых есть несколько отверстий для крепления крючка. Почти все они сделаны полностью из латуни, мельхиора и т. д. Подобного рода «Трехгранки» делают в домашних условиях методом литья в оболочку.
Литье в оболочку различают двух видов: «лежа» и «стоя». Оба вида имеют свои преимущества и недостатки.
Литье в оболочку «лежа»:
 В трехгранную деревянную форму закладывают У-образную часть оболочки (рис. 89), вырезанную из тонкой латуни или меди и согнутую на трехгранном напильнике или шабере.
В трехгранную деревянную форму закладывают У-образную часть оболочки (рис. 89), вырезанную из тонкой латуни или меди и согнутую на трехгранном напильнике или шабере.
Внутреннюю поверхность оболочки залуживают.
После заливки металла третью грань, тоже залуженную, кладут на расплавленный металл и плотно прижимают.
В таком положении отливка застывает.
Основной недостаток этой блесны - трудоемкость изготовления оболочки. Надо очень тщательно подгонять размеры оболочки к форме.
Литье в оболочку «стоя»:
 Оболочку делают из тонкого отожженного листового материала, который сгибают на любом трехгранном предмете.
Оболочку делают из тонкого отожженного листового материала, который сгибают на любом трехгранном предмете.
Шов спаивают припоем, температура плавления которого несколько выше, чем температура плавления металла.
Полученную оболочку ставят вертикально (рис. 90, а), снизу силикатным клеем приклеивают картонное донце и в оболочку заливают расплавленный металл.
Скосы с обеих сторон выпиливают круглым напильником.
Если трудно найти припой для спаивания продольного шва оболочки, то используют самодельную жароупорную мастику. Ее составляют из силикатного конторского клея, в котором замешивают один из наполнителей: окись цинка, окись хрома, крошка слюды, крошка асбеста и т. д.
Оболочку сгибают так, как показано на рис. 90, б, и шов промазывают снаружи густой мастикой.
После высыхания оболочку заливают расплавленным металлом обычным порядком.
Выступающую кромку оболочки после удаления мастики обрезают и запиливают.
Поделитесь с друзьями:
|